



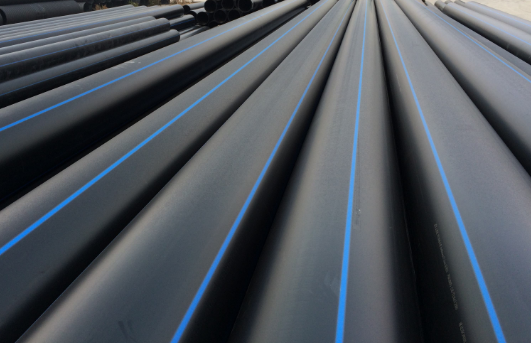
PE給水管的生產(chǎn)過程中可能會伴隨一些質(zhì)量問題,往往都是原材料配制和生產(chǎn)設(shè)備或是工藝流程出現(xiàn)問題,原材料配置助劑的占比、設(shè)備擠出機(jī)頭有問題、轉(zhuǎn)速是否過慢等等都是給水管出現(xiàn)質(zhì)量問題的管件,下面是-恒興管業(yè)為大家總結(jié)介紹的PE給水管生產(chǎn)過程中出現(xiàn)的質(zhì)量問題和解決方法,一起來看看吧。

一、給水管的工藝流程影響產(chǎn)品質(zhì)量:
首先,PE給水管材的生產(chǎn)工藝流程的設(shè)計和控制熔融時間直接影響產(chǎn)品的質(zhì)量和生產(chǎn)效率。原材料配制、螺桿轉(zhuǎn)速、擠出溫度、機(jī)頭擠出壓力、真空度、牽引速度、成型冷卻等因素決定著給水管的生產(chǎn)質(zhì)量。
因素一:給水管的原料配制
PE給水管為高密度聚乙烯原料和各抗氧助劑、金屬助劑等制成,所以我們在配制的時候一定要用量準(zhǔn)確,攪拌均勻,且要利用干燥工具使原料得到充分干燥,無水分,這樣才能保證擠出過程中給水管內(nèi)壁外壁沒有氣泡。
因素二:螺桿轉(zhuǎn)速影響給水管材質(zhì)量
螺桿轉(zhuǎn)速是PE給水管擠出成型過程中極為重要的一環(huán),螺桿轉(zhuǎn)速過高,原材料黏度下降,有利于物料的塑化;但這里要記住的是提高轉(zhuǎn)速的同時我們還要考慮擠出機(jī)熔體壓力,否則螺桿轉(zhuǎn)速過快,會導(dǎo)致原材料還未完全塑化就被擠壓進(jìn)機(jī)頭,嚴(yán)重影響PE給水管的質(zhì)量;正確的做法是螺桿轉(zhuǎn)速應(yīng)從低到高逐步提升。
因素三:擠出機(jī)擠出溫度
擠出機(jī)機(jī)頭擠出溫度的高低也是直接影響PE給水管材的成型與質(zhì)量。溫度不宜過高或過低,可根據(jù)經(jīng)驗或設(shè)備數(shù)據(jù)考量。溫度過低、原材料熔融不好,成型給水管材表面凹凸不平;溫度過高,產(chǎn)品又不易成型、擠出的產(chǎn)品表面可能會有劃痕,因此精準(zhǔn)的把控溫度高低是重中之重。
因素四:機(jī)頭擠出壓力影響給水管質(zhì)量
機(jī)頭擠出壓力增加,原材料體積會被壓縮,原材料黏度增加、緊密型增加,流動性反而減小,擠出速率下降,但擠出的PE給水管材密實,產(chǎn)品質(zhì)量提高;反之機(jī)頭擠出壓力過小,成型時韌性性能減小容易破裂。
因素五:真空度影響給水管材圓度
真空度決定PE給水管材型坯進(jìn)入定徑套后管材定徑好壞的一個重要因素;一般是真空度越大,定型越好,真空度過小,可能導(dǎo)致給水管不圓。
因素六:牽引速度容易造成PE給水管斷裂
牽引速度容易造成PE給水管斷裂,牽引速度過快,容易造成管壁拉薄而斷裂;過慢則會使壁厚增加。
二:生產(chǎn)車間一覽




西安恒興管業(yè)是一家PE給水管有實力的生產(chǎn)廠家,目前公司擁有十二條PE給水管材及管件生產(chǎn)線,且公司通過ISO9001:2008國家質(zhì)量體系認(rèn)證和ISO14001:2004環(huán)境管理體系認(rèn)證及用戶認(rèn)可,并擁有享譽(yù)全國的國家實驗室,請您放心使用。