



PE管電熱熔方法步驟
PE管本身就是由聚乙烯制成的塑料制品,PE100級(jí)管材熱熔溫度為215-235℃。聚乙烯熔點(diǎn)在190℃到240℃之間。受氣溫影響,可根據(jù)熱熔經(jīng)驗(yàn)適當(dāng)調(diào)整,電熱熔連接法,使pe管與管件熔為一體,采用專用電熔管件將直管與管件連接起來,一般多用于110mm以下口徑的pe管,電熔管件成本較貴,但安全系數(shù)較高。
1、準(zhǔn)備工具:PE管、PE管件、打包帶、固定夾具、鉋子。
2、電熔套筒的PE管件連接兩端PE管,使兩PE管接口保持水平垂直同心
3、然后將PE管接頭兩側(cè)的孔內(nèi)壁用打包帶封住,并用橡皮封住這些孔。
4、用攻絲工具在PE管上分別開若干個(gè)眼孔,并將這些眼孔的大小適當(dāng)?shù)恼{(diào)整好。
5、然后將PE熱熔膠倒入一側(cè)的眼孔中,另一側(cè)也是如此。
6、將兩側(cè)都裝有PE膠水的眼孔對(duì)準(zhǔn),使得兩側(cè)都處于相同高度準(zhǔn)備焊接。
7、使用熱熔機(jī)把這兩根PE管牢牢地捏在一起,保證他們完全對(duì)齊并保持不動(dòng)焊接。
8、使用電加熱板加熱這些試件(注意不要加得過快或者時(shí)間太久)直到膠水完全流出來表明連接成功。
9、最后使用冷卻水冷卻試件表明焊接完成,保證安裝強(qiáng)度即可。PE管焊接后的冷卻時(shí)間一般來說DN110以下的小口徑需要冷卻20分鐘以上DN110以上的口徑需要冷卻半小時(shí)以上。
電熔熔連接優(yōu)點(diǎn):
1、 電熱熔焊接技術(shù)施工方便、迅速,可實(shí)施連接安裝組對(duì), 統(tǒng)一焊接。
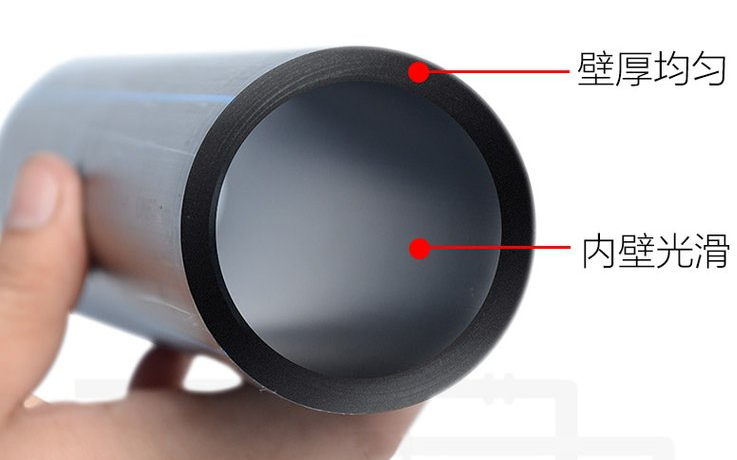
2、 焊接可靠性好,與其它連接方式相比,強(qiáng)度和密度性更 佳。
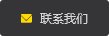
3、 保持管道內(nèi)壁光滑,不影響流通面積。
4、 適用于不同的牌號(hào)、不同熔體指數(shù)的HDPE原料生產(chǎn)管材